Станок для облицовывания кромок мебельных щитов способом POSTFORMING
Для работы с бумажно-слоистым пластиком, пленками с финиш-эффектом и натуральным шпоном. Для изготовления элементов с внутренними и внешними радиусами. Работа на клеях PVAC.
Конструкция станка:
неподвижный нижний стол;
переставляемый по высоте верхний прижим;
бесступенчато регулируемое устройство отклонения нагревательной шины;
управление прижимом нагревательной шины, вкл. электронный контроль и регулирование температуры;
программное управление кулачками и реле времени;
2 упора для заготовок, устанавливаемые индивидуально по шкалам.
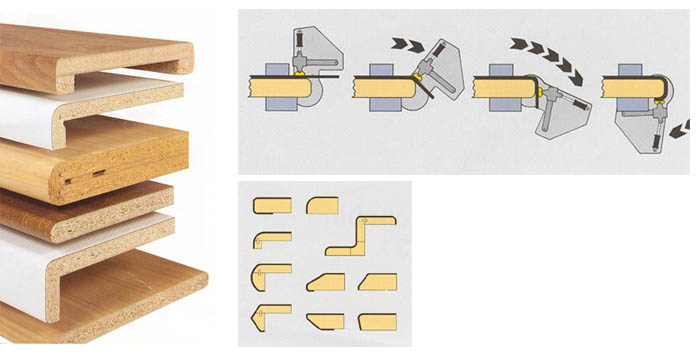
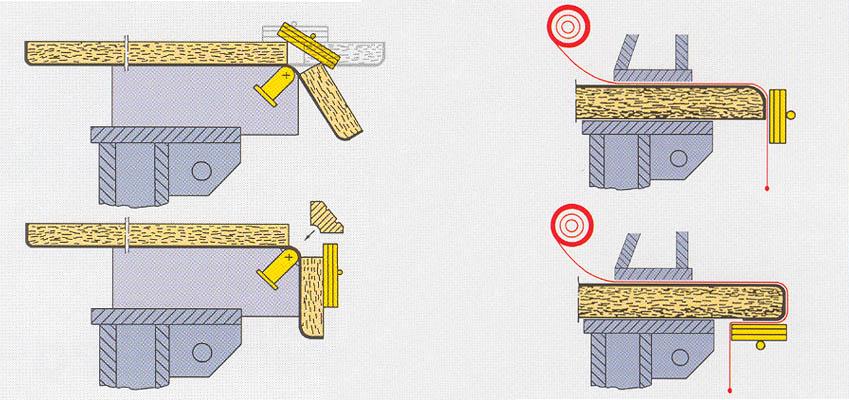
Техника постформинга:
После того, как был подан клей при помощи распылительного пистолета на спрофилированную заранее заготовку, бумажно-слоистый пластик прижимается к поверхности заготовки с помощью нагревательной формо/прижимной шины. При нагревании бумажно-слоистый пластик делается гибким, повторяет форму заготовки и приклеивается.
Допустимая температура окружающей среды мин. + 5° С и макс. + 35° С.
При колебаниях напряжения в сети более +/- 10 % в месте эксплуатации должен устанавливаться стабилизатор напряжения.
ТЕХНИЧЕСКИЕ
ХАРАКТЕРИСТИКИ
Максимальная рабочая ширина
заготовки, мм
3 100
Максимальная рабочая высота
заготовки, мм
150
Необходимое давление
пневмосистемы, атм.
7
Напряжение
400 В - 3 фазы - 50 Гц
Масса станка, кг
1 750
Длина станка, мм
4 600
Формо-нагревательная шина
Для заготовок с внутренними радиусами, как например на ограждающую стенку рабочих плит для кухни или лаборатории и для ванн, поставляется специальная формо-нагревательная шина как опция.
Приспособление для пленки
В качестве дополнительной опции для обрабатывания чувствительного покрытия и фурнитур имеется устройство для пленки, которое защищает обрабатываемую поверхность от повреждений.
ДОПОЛНИТЕЛЬНОЕ
ОСНАЩЕНИЕ
9190
Аппарат
для распыления клея ПВА. Распылительный
пистолет “Perfekt”, вкл. ёмкость для
материала 10 л. Сопло и игла для материала
из нержавеющего материала. Диаметр
сопла 1,8 мм. Емкость и трубка стандартно
изготавливаются из нержавеющей стали,
оснащены всей необходимой арматурой.
0212
Формующее устройство KONKAV
для внутренних радиусов R = 10 мм.Устанавливается
дополнительно, для обработки заготовок
с внутренними радиусами. Состоит из
устройства удержания нагревательной
шины и сменной нагревательной шины для
внутренних радиусов r=10 мм. Вкл.
отдельные расширения нагревательной
шины (5 штук). Вкл. подключение для
контроля и регулирования температуры.
0213
Формующее устройство KONKAV
для внутренних радиусов R = 15 мм.Устанавливается
дополнительно, для обработки заготовок
с внутренними радиусами. Состоит из
устройства удержания нагревательной
шины и сменной нагревательной шины для
внутренних радиусов r=15 мм. Вкл.
отдельные расширения нагревательной
шины (5 штук). Вкл. подключение для
контроля и регулирования температуры.
0222
Нагревательная шина для
внутренних радиусов R = 10 мм.Для
установки в устройство удержания
нагревательной шины (для замены
встроенной шины).
0223
Нагревательная шина для
внутренних радиусов R = 15 мм.Для
установки в устройство удержания
нагревательной шины (для замены
встроенной шины).
0231
Устройство с защитной
плёнкой I/стандартное.Устанавливается
дополнительно, для обработки
неармированного шпона и плёнок с
высокочувствительной поверхностью,
состоит из размоточного устройства и
стандартной тефлоновой ткани.
0240
Устройство с защитной
плёнкой II/специальное.Устанавливается
дополнительно, для обработки
неармированного шпона и плёнок с
высокочувствительной поверхностью,
состоит из размоточного устройства и
специальной плёночной ткани,
армированной стеклянными и медными
волокнами и покрытием Nomex. Предельно
устойчиво к деформации, с высокой
теплопроводностью и неизнашивающаяся.
Гл. образом используется при
переработке шпона. Не используется для
радиусов менее 8 мм!
0670
2 дополнительных упора для
заготовок.Устанавливаются
дополнительно, для одновременной
обработки 2 коротких заготовок (одна
пара упоров уже включена в объём
поставки стандартного станка).
6010
Стабилизация управляющего
напряжения.Электронная
стабилизация внутреннего станочного
управляющего напряжения 24 В, необходимо
при колебаниях напряжения в сети.
6020
Вентилятор для контролера
NC16.Встроенный
в шкаф управления модуль для вентиляции
электронного контролера. Рекомендуется
при температуре окружающей среды свыше
35ºС для всех станков с контролером NC16.
ИНФОРМАЦИЯ
ДЛЯ РАСЧЕТА ПРОИЗВОДИТЕЛЬНОСТИ СТАНКА
Информация по времени
обработки заготовки дана -
ориентировочно, для простого С-образного
профиля.
Время позиционирования
заготовки и отвода прижимной траверсы в
"домашнюю точку"
~ 60 секунд
Время прогрева верхней точки
профиля
~ 15...20 секунд
Время хода прижимной траверсы в
нижнюю точку
~ 5..10 секунд
Время прогрева нижней точки
профиля
~ 20...40 секунд
Если Вам будут нужны технические
преимущества предложенного оборудования
относительно аналогов других
производителей, - мы готовы предоставить
Вам такую информацию. Мы всегда рады видеть Вас в нашем
выставочном зале.