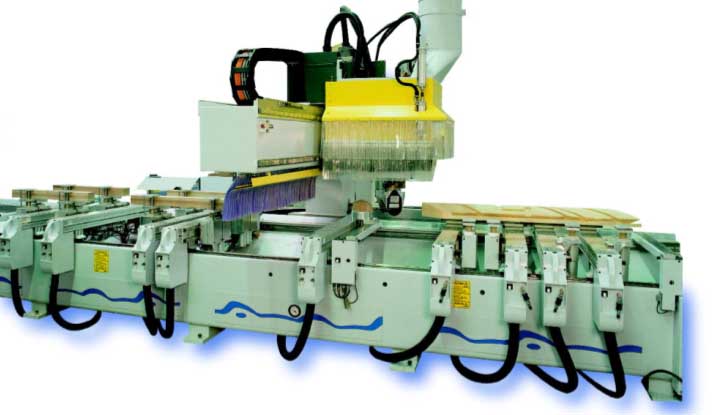
Многофункциональный фрезерно-сверлильный центр с электронным управлением для полной комплексной обработки:
деталей из массивной древесины, например: дверей, окон, лестниц
мебельных деталей
Оснащён одним главным шпинделем.
КРАТКОЕ ОПИСАНИЕ
“К” консольный стол для заготовок
POWER CONTROL- система управления c PC 85
главный шпиндель 14,5 кВт с векторной регулировкой
18-позиционный тарельчатый механизм смены инструмента
гениальный интерфейс для замены обрабатывающих агрегатов с пневматикой и приводом С-оси
система программирования WoodWOP
лазерная система позиционирования
БАЗОВЫЙ СТАНОК
станина станка в тяжелом стабильном исполнении с компактной системой линейных направляющих.
беззазорный, со смещением привод с зубчатой рейкой и цифровым серводвигателем переменного тока по осям X и Y
аргегатоноситель с системой линейных направляющих, шарико-винтовой пары и цифровым серводвигателем переменного тока для позиционирования по оси Z, путь перемещения 535 мм
поднятая на определенную высоту консоль для дополнительного зажимного устройства
система вытяжки с защитой от осколков, специально для обработки массива
центральная автоматическая смазка для всех приводов и линейных направляющих
КОНСОЛЬНЫЙ СТОЛ ДЛЯ КРЕПЛЕНИЯ ЗАГОТОВОК “К”
интегрированный в станину станка стол для зажима заготовок в виде крутильно-жесткой стальной конструкции с линейными направляющими в продольном направлении для перестановки зажимных консолей
12 зажимных консолей с бесшланговой подачей вакуума
12 утапливаемых продольных упоров, подъем 140 мм
2 утапливаемых боковых упора
14 вакуумных зажима двойного действия 160х115 мм, высотой 100 мм, из них 8 штук с интегрированным подъемным приспособлением
6 вакуумных зажима двойного действия 125х75 мм, высотой 100 мм
штекерные подключения с одноконтурной системой сжатого воздуха для подключения пневматических зажимных элементов
заготовки экстремально больших размеров должны зажиматься с помощью шаблонов или механических зажимов со стороны обслуживания
нулевая точка станка впереди слева
заготовки вручную укладываются с передней стороны станка
ЭЛЕКТРООБОРУДОВАНИЕ
свободностоящий распределительный шкаф
пульт управления интегрирован в распределительный шкаф
монтаж по Евронормам EN 60204
рабочее напряжение 400 В, 50/60 Гц
управляющее напряжение 24 В
FI - выключатель защиты используется чувствительный ко всем линиям / выборочный выключатель защиты, если мощность этого прибора не достаточна, в таком случае рекомендуется установить контрольный прибор разностного тока
предписанная температура окружающей среды: + 5 до + 35 град. С
POWER KONTROL- система управления
POWER KONTROL управление PC85 с SPS –управление (IEC 61131)
современная система управления базируется на промышленном ПК с системой обслуживания Windows NT
процессор Pentium III 733 МГц с объемом памяти 128 Мбайт
1 жесткий диск, несъёмный
1 жесткий диск, в съемной рамке для сохранения данных
1 CD-ROM скорость 32х
1 дискета 1.44 Мбайт
17 дюймов цветной монитор с клавиатурой и мышью
цифровое управление
оптоволоконная система передачи данных
сетевое подключение ETHERNET посредством дополнительной карты и сетевого программного обеспечения(опция)
блок бесперебойного питания(USV)
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ
операционная система Windows NT 4.0 US
защита от вирусов
копирование 1:1 (клонирование)
обслуживание при помощи меню по стандарту Windows
основа ЧПУ РС85 с:
путевым управлением по всем осям
функцией Look – Ahead для обеспечения оптимальных скоростей на переходах
динамическое управление для точного ведения контура
программный пакет РС85 с графическими программами обслуживания:
WoodWOP для графического, интерактивного составления программ ЧПУ, вкл. постпроцессор
банк данных по инструменту
обслуживание ЧПУ
графическое отображения мест закрепления заготовок
извещения об ошибках в прямом тексте
буквенно-цифровые наименования программ до 24 знаков
диагностическая графическая система WoodScout(опция)
Schuler MDE Basic
Wood Design пакет для AV-PC:
программное обеспечение с современной 3 D-поверхностью для интерактивного оформления корпусной мебели с заданием из WoodWOP программы с компонентами для отдельных этапов обработки, которые производятся друг за другом
БАЗОВОЕ ОСНАЩЕНИЕ
диагностика для встроенного телефонного модема нужно установить 1 телефонный провод (аналоговый) со стороны заказчика
для общения с сервисным центром должен быть подготовлен дополнительный телефон со стороны заказчика
объём услуг сервисного центра оговаривается в отдельном контракте на телесервис
2 вакуумных водокольцевых насоса 66 м3/час-каждый (соответствует пластинчатому вакуумному мотору мощностью 100 м3/час) для системы зажима заготовок
подключение к пневматике R 1/2 дюйма, 7 бар
максимальная скорость перемещения:
80 м/мин в направлениях оси Х и Y
30 м/мин в направлении оси Z
УСТРОЙСТВА ЗАЩИТЫ И БЕЗОПАСНОСТИ
контроль безопасности в зоне обслуживания при помощи защитных матов на полу
защитное ограждение с левой стороны станка при помощи защитной двери и интегрированного шкафа управления
другие необходимые защитные устройства, такие как боковые стенки справа и сзади при необходимости должны быть закуплены дополнительно
внимание: без замкнутого защитного ограждения эксплуатация станка не допускается
величина концентрации древесной пыли 2 мг/м3 при установке аспирационной системы согласно схеме пневмотранспорта отходов
документация в 2-х экземплярах
ТЕХНИЧЕСКИЕ ДАННЫЕ
длина заготовки:
макс. 6800 мм при единичной обработке
макс. 2700 мм при маятниковой обработке
ширина заготовки:
макс. 1200 мм
толщина заготовки: зависит от зажимного приспособления
со стандартными вакуумными зажимами (100 мм высота) макс. 80 мм
макс. 120 мм с механическими зажимами (опция)
макс.180 мм с зажимными шаблонами (со стороны обслуживания)
указанные размеры заготовок не обязательно совпадают с максимальными размерами обработки – см. отдельную таблицу
минимальные размеры заготовок зависят: от зажимных приспособлений, поверхности заготовок и контура
рабочая высота по нижней кромке заготовки 950 мм
характеристики пола должны соответствовать плану фундаментов
ОСОБОЕ УКАЗАНИЕ
Из-за ошибок в программировании обрабатывающий центр с ЧПУ может быть поврежден. Поэтому мы рекомендуем перед запуском станка в эксплуатацию заключить договор о его страховании (АМВ).
При обработке массива необходимо учитывать материал, инструмент, выборку, скорость подачи.
Необходима подгонка рабочих параметров, например, уменьшить подачу. Как опция возможно увеличение мощности главного шпинделя.
ГЛАВНЫЙ ШПИНДЕЛЬ 14,5 КВТ С ВОДЯНЫМ ОХЛАЖДЕНИЕМ
для крепления инструмента HSK F63 по DIN 69893
вытяжка для всех инструментов и агрегатов
асинхронный двигатель переменного тока с векторной регулировкой мощностью 14,5 кВт при режиме работы S1, с водяным охлаждением
автоматическая циркуляция воды через насос, с контролем температуры
вес инструмента макс. 6 кг, вкл. крепление
длина инструмента макс. 200 мм от нижней кромки шпинделя двигателя
диаметр инструмента макс. 180 мм для фрезерного инструмента
диаметр инструмента макс. 200 мм для шлифовального инструмента
частотный преобразователь для электронной регулировки числа оборотов
число оборотов программируется бесступенчато в диапазоне 0 – 18000 об/мин
полный момент вращения от 0-12000 об/мин
полная номинальная мощность от 12000 об/мин
при уменьшении числа оборотов соответственно уменьшается мощность.
без креплений инструмента и самих инструментов
ТАРЕЛЬЧАТЫЙ МЕХАНИЗМ СМЕНЫ ИНСТРУМЕНТА, 18-ПОЗИЦИОННЫЙ
для инструментов и агрегатов с HSK F63
тарельчатый механизм смены инструмента для 18 инструментов или агрегатов.
вес инструмента макс. 6 кг, вкл. крепление
длина инструмента макс. 200 мм от нижней кромки шпинделя мотора.
возможное оснащение инструментами и агрегатами:
18 x диаметр макс. 130 мм или
9 x диаметром макс. 180 мм и 9 x диаметром макс. 70 мм
дли шлифовального инструмента диаметр макс. 200 мм
привод тарельчатого механизма с управлением по оси для быстрой смены инструмента
АГРЕГАТНЫЙ ИНТЕРФЕЙС ДЛЯ ГЛАВНОГО ШПИНДЕЛЯ
для подключения обрабатывающих агрегатов
вкл. интерфейс пневматики и привод поворота оси С с передачей крутящего момента и опиранием по 3 точкам
привод для всех агрегатов с осью поворота
диапазон поворота без ограничений
бесшланговая подача сжатого воздуха
ПОЗИЦИОНИРОВАНИЕ ВАКУУМНОЙ ПРИСОСКИ ПРИ ПОМОЩИ ЛАЗЕРА
при помощи отдельной подпрограммы оператору станка при помощи лазерного луча указываются точные позиции вакуумных присосок
лазер крепится на кожухе главного шпинделя
ВКЛЮЧЁННЫЕ ОПЦИИ
Номер
Опция
6172
охлаждение для шкафа управления
6383
графическая система диагностики WOODSCOUT
6530
карта и ПО для соединения с сетью ETHERNET (HardWare+SoftWare)
6643
интерфейс для приёма данных из различного отраслевого ПО (SoftWare)
6664
WOODWOP для окон
6666
WOODWOP библиотека для дверей
7211
шина для облегчения загрузки
7229
транспортёр для отходов
7319
дополнительные пневматические цилиндры (для 7343)
7343
3-х ступенчатая зажимная система для /60/
7351
зажимная система для арочных окон
7406
адаптер 12 шпинделей вертикальный
7417
адаптер сверлильная головка + пила
7513
пильно-торцовочный агрегат d 280 мм
7515
пильно-сверлильный агрегат (наклоняемый)
7523
агрегат сверлильный 4 шпинделя
7529
агрегат фрезерования под замки
7533
фрезерный агрегат вертикальный с ощупывающими салазками